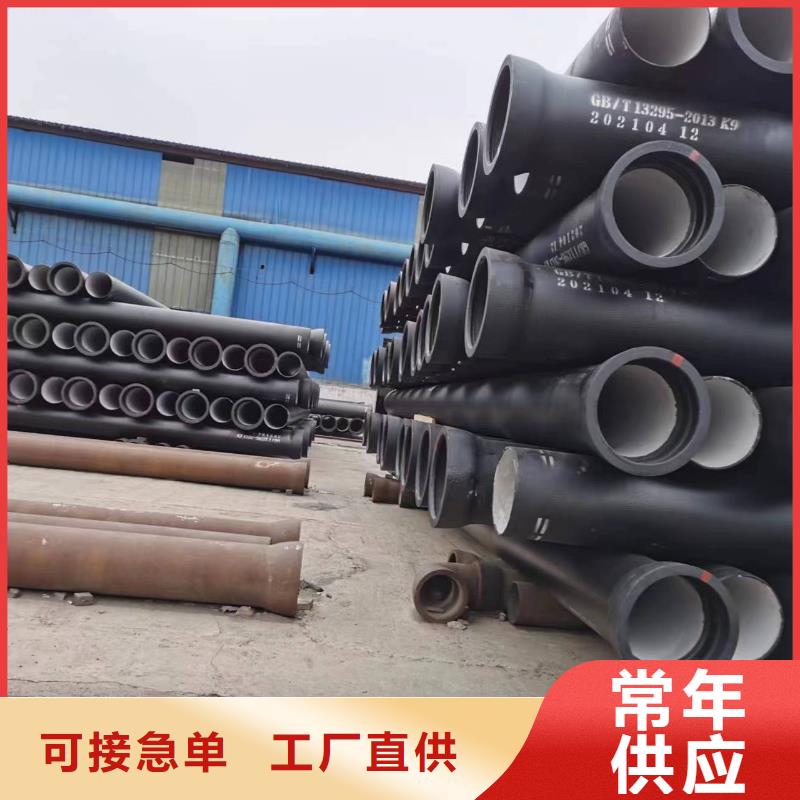


简约而不简单,我们的给水球墨铸铁管DN100球墨铸铁管产品视频将用直观的方式展示产品的核心价值。
以下是:给水球墨铸铁管DN100球墨铸铁管的图文介绍

巴中飞翔铸业有限公司自创建以来一直坚持“公平”“争优”“创新”“诚信”理念,不断要求自己,不断自己的 球墨管厂家产品水平来创造广大市场,以热情的服务赢得大家的信任,以客户保持良好的长久合作伙伴关系,以客户共进退,以客户共辉煌,力争创造出美好的未来。



球墨铸铁型材的注意事项问题是什么?
(一)严格控制要求学生化学组成成分,原铁液所需的碳硅含量明显高于使用灰铸铁,降低球墨铸铁中锰、磷、硫的含量。
(二)铁温度比灰铸铁更高,以弥补球形化,补偿孕育处理时铁液温度的损失。
(三)球形化处理,即在铁液中添加球形化剂。
(四)加入孕育剂进行孕育处理。
(五)旧油墨铸铁流动性低,收缩大,因此要合理应用高浇注温度和大浇注系统尺寸、立管、冷铁、顺应性原则。
(六)进行热处理。
退火。获得铁素体气体,提高可塑性、韧性,应力,提高切削性能。
积极的火灾。获得珍珠岩气体,提高强度和耐磨性。
淬火回火。可以获得回火索氏体的机体组织和综合力学性能,如主轴、曲轴、连杆等。
等温淬火。外形复杂、需要综合性能的零部件,可确保哈韦体的机体组织和高强度、高硬度、韧性等综合力学性能,防止热处理时主轴、曲轴、齿轮等开裂。



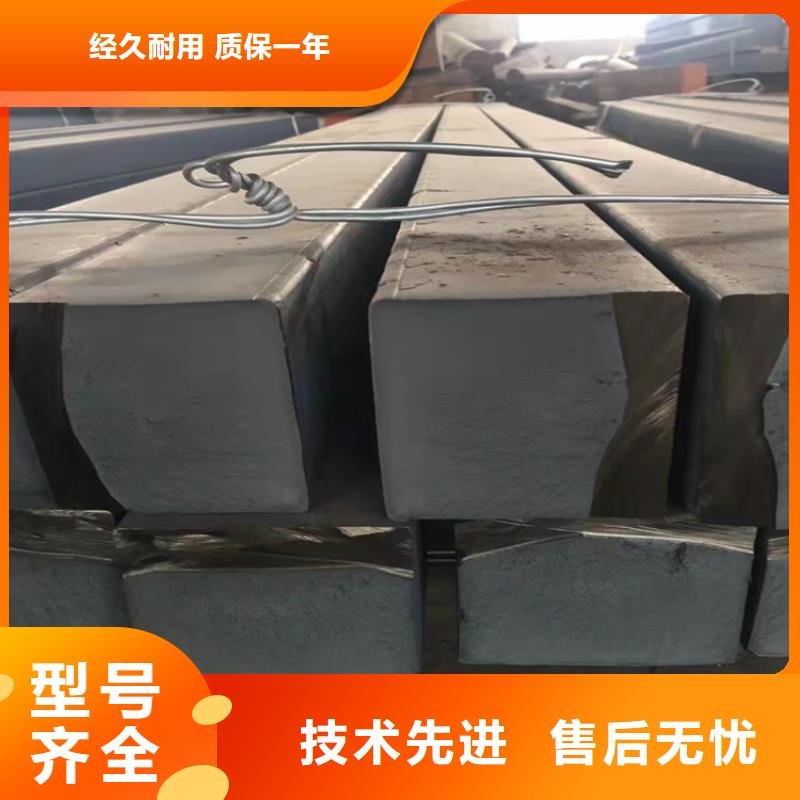
HT200灰口铸铁棒加工的排气阀壳气密性能突出!1)进气阀壳、排气阀壳的材质为HT200灰口铸铁棒.其化学成分为(%):3.1~3.5C、1.8~2.1Si、0.7~0.9Mn、P<0.15、S≤0.12,余量为Fe,铸件中心安放内冷铁棒,以细化组织, 增大致密度,铸件在机加工时沿冷铁的轴线钻~15mm 通孔,然后两头密封试水压;2)浇注温度控制在1370~1390℃; 3)在两个油砂芯和铸件中心上方再开设三个~12mm出气孔,加强排气。本发明的有益效果是:本发明的铸造工艺方法简单,了气孔和缩松,进气阀壳和排气阀壳经水压试验全部合格,废品率大大下降。球墨铸铁型材选飞翔铸业材料有限公司。


知道球墨铸铁型材是怎么成型的吗?很简单,先是将灰口铸铁铁水经球化处理后获得,析出的石墨呈球状;对球墨进行球化处理,意味着金属微粒尺寸变小,这同样也会提高材料强度,硬度。紧接着对这种球铁进行正火处理,目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。球墨铸铁型材高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力。由于球墨铸铁型材比普通灰口铸铁有较高强度、较好韧性和塑性,因此常常被用于制造内燃机、汽车零部件及农机具等。球墨铸铁型材主要是由铁、碳和硅组成的合金,在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。其组织中石墨球细小圆整,球化率高,球数多,无晶间碳化物,机械性能兼有高强度和高塑性。

